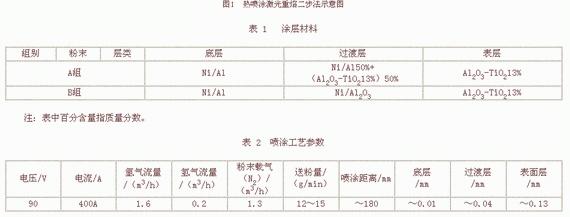
(1)预涂层制备 根据Q235钢和喷涂陶瓷材料物理和化学性能的差异,设计如表1所示的阶梯式涂层,基材喷砂处理后进行等离子喷涂,喷涂工艺参数见表2。
(2)激光重熔工艺
激光重熔使用2kW恒流电激励CO2激光器,用氮气作为保护气体。激光重熔时,需针对不同涂层选择合适的激光功率、光斑尺寸及扫描速度。当光斑为φ3mm,扫描速度为5mm/s时,表1中A组和B组涂层对应的最佳值功率分别为330W和370W,激光功率低于最佳值时,陶瓷层熔化不完全,致密度差;而激光功率高于最佳值时又会导致陶瓷层、过渡层和底层的熔化。
3.等离子喷涂激光表面合金化(二步法)
表3列出AISI6150钢基体进行激光表面合金化时所选择的涂敷材料。这些涂敷材料首先用等离子喷涂,然后用1.2kW的CO2气体激光进行熔融和合金化。经处理后,获得无孔的、结构完整的合金化层。
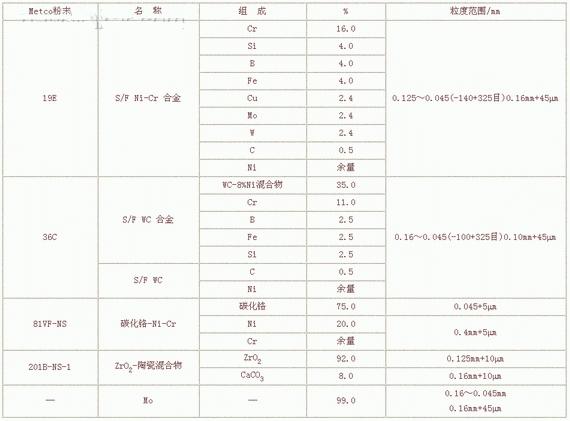
表 3 AISI钢激光合金化前等离子喷涂的材料
热喷涂激光重熔二步法工艺
1.简介
热喷涂激光重熔二步法工艺即先用火焰、电弧、等离子或爆炸喷涂等方法,在基材上制备金属或陶瓷涂层,然后在使用保护气氛的条件下用激光束进行扫描熔化处理,如图1所示。
2.Q235钢表面等离子喷涂Al2O3-ω(TiO2)13%陶瓷涂层激光表面改性(二步法)
等离子喷涂是在金属表面制取陶瓷涂层使用最多的方法,但它有下述固有缺点:涂层与基体间是机械结合,抗冲击性能差;涂层孔隙率高,耐腐蚀和抗氧化性能差;涂层组织不均匀,性能不稳定。为了克服上述缺点,引入激光技术,对喷涂态陶瓷层进行激光表面改性,改变其组织特征和相结构,从而改善性能。